在工业4.0与智能制造浪潮席卷全球的今天,物联网(IoT)技术已成为推动制造业转型升级的关键驱动力。作为物联网感知层的关键技术之一,无线射频识别(RFID)技术凭借其非接触式、可批量读取、数据容量大、环境适应性强等独特优势,正在深度融入智能生产制造的各个环节,构建起一个实时、透明、高效、可追溯的数字化生产体系。以下将详细阐述RFID技术在智能生产制造中的核心应用方案及其作为物联网基础服务的重要价值。
一、 应用方案全景
- 智能仓储与物料管理:在原材料、半成品和成品仓库中,为每一托盘、货箱甚至单品贴上RFID标签。通过固定式或手持式读写器,系统能够实现物料的自动化、高精度入库、盘点、定位和出库,大幅提升库存准确率与周转效率,实现库存可视化与精益化管理。
- 生产过程实时追踪与监控:在生产线上,RFID标签与工单、工序绑定。当承载工件的托盘或载具经过关键工位时,读写器自动读取标签信息,实时更新生产进度、记录操作人员、设备参数、加工时间等数据。这实现了对整个生产流程的全程可视化追踪,便于及时发现瓶颈、优化排程,并支持柔性化与个性化生产。
- 资产与工具智能化管理:为工厂内昂贵的设备、模具、专用工具及车辆粘贴RFID标签。通过部署在出入口和关键区域的读写器,可以实时掌握其位置、状态、使用记录和保养周期,防止丢失与误用,提高资产利用率,并实现预防性维护。
- 质量追溯与合规管理:从原材料开始,产品的关键信息(如批次、供应商、检验数据)即写入RFID标签并伴随其整个生命周期。一旦出现质量问题,可瞬间追溯至问题源头(具体工序、物料批次、操作员等),实现精准召回与分析,极大提升质量管控能力,并满足行业严格的合规与追溯要求。
- 自动化物流与配送:在厂内物流中,AGV(自动导引运输车)或传送带系统通过识别路径上的RFID地标或物料标签,实现无人化、智能化的物料定点配送与线边供料,与生产节拍紧密协同。
- 人员管理与安全生产:为员工配备RFID工牌,可管理其考勤、进出权限、在岗位置,并在危险区域实现安全预警。在需要合规操作的工位,系统可验证人员资质与操作步骤,确保安全生产。
二、 作为物联网技术服务的关键价值
RFID系统远不止是一个“标签”与“读写器”的组合,它是构建制造物联网的基石性数据服务。
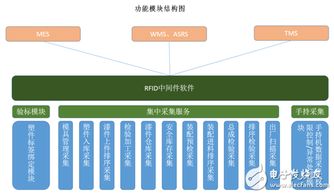
- 数据自动采集的基石:替代了容易出错的手工录入和效率低下的条码扫描,实现了海量物理对象数据的自动、实时、批量化采集,为上层MES(制造执行系统)、ERP(企业资源计划)、WMS(仓储管理系统)等提供了可靠、丰富的数据源。
- “物物相连”的桥梁:通过RFID,物理世界的零件、设备、产品被赋予了数字身份,成为网络中可以识别、通信、管理的智能对象,真正实现了“物”在物联网中的接入与互联。
- 驱动决策优化:基于RFID采集的实时生产数据,结合大数据分析与人工智能,企业可以进行更精准的需求预测、生产调度、质量分析、供应链优化,从而驱动从经验决策到数据驱动决策的转变。
- 提升整体服务效能:对于提供物联网技术服务的企业而言,集成RFID的解决方案能够为客户创造显著的降本增效(减少人工、降低库存、缩短交货期)、提升质量(减少差错、强化追溯)和增强透明度(全流程可视)的价值,是构建核心竞争力、提供端到端智能制造服务的关键环节。
三、 实施关键考量
成功的RFID应用需要周密的规划:需根据具体场景(金属/液体环境)选择合适的标签(抗金属、柔性标签等)与读写器;进行严谨的现场频率测试以避免干扰;确保RFID中间件与企业现有IT系统(如MES, SAP)的深度集成;并高度重视数据安全与隐私保护。
结论:RFID技术作为物联网感知层的中坚力量,通过为制造实体赋予数字生命,打通了物理世界与信息世界的隔阂。其部署方案贯穿了智能制造的仓储、生产、物流、质检、资产等全价值链,是构建实时、透明、可追溯、自适应智能工厂不可或缺的物联网基础服务。随着RFID芯片性能提升、成本下降以及与传感器、定位技术(如AOA)、5G的融合,其将在智能制造中扮演更加核心与智能的角色,持续释放物联网服务的巨大潜能。